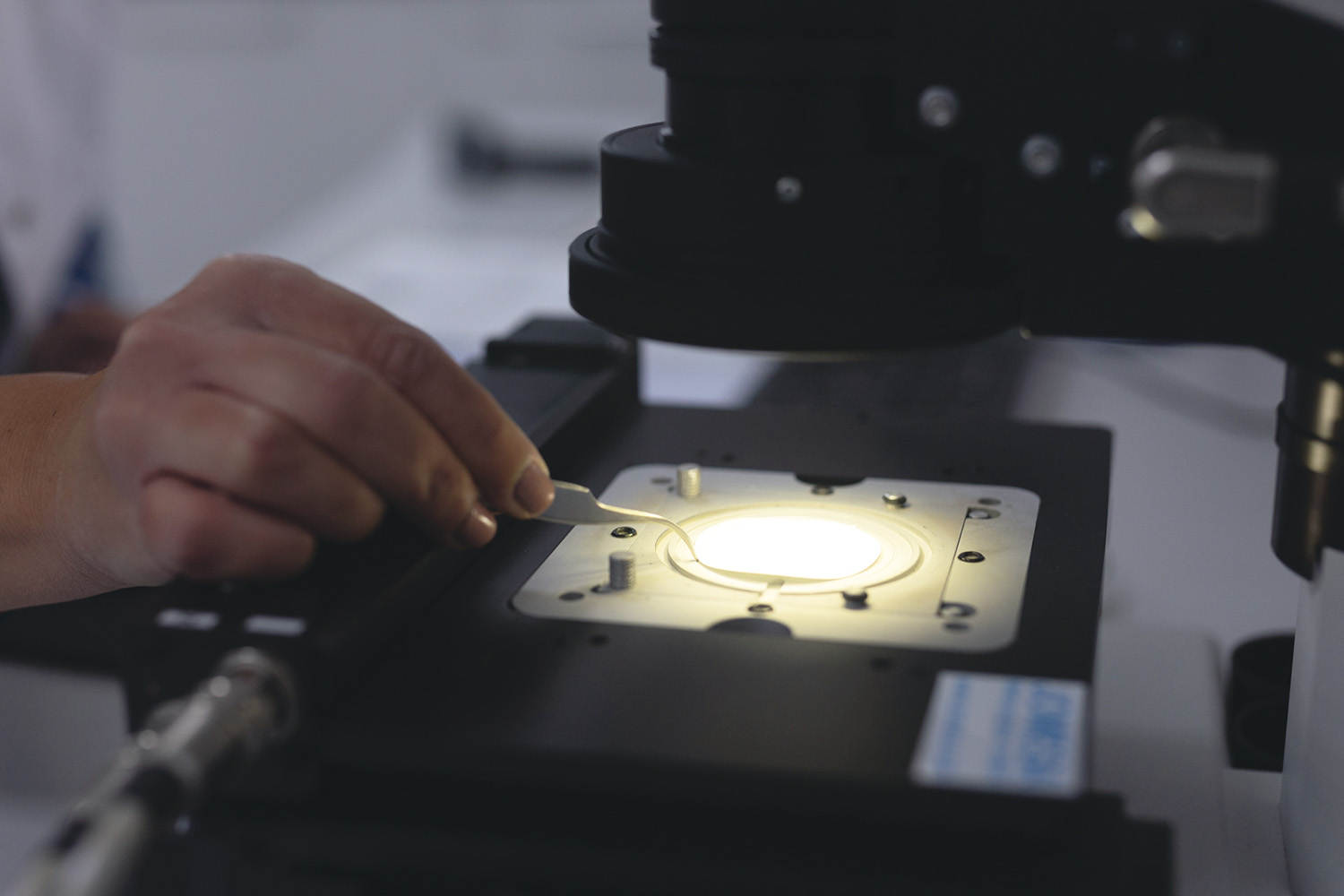
Alongside the process parameters of temperature, mechanical action and time, the influence of the cleaning chemicals is crucial to the cleaning result. Benefit from our expertise in the field of industrial component cleaning, including process development and the selection of the appropriate cleaning agent. Our partner WIGOL® W. Stache GmbH, based in Worms, offers tailor-made cleaning and disinfection solutions for a wide range of applications. With many years of experience, high quality and personalised service, we ensure safe, efficient and clean processes.
Particularly in the field of surface technology, Wigol has developed modern, high-quality cleaning concentrates to meet customer requirements and satisfy them in the best possible way.
Aluminium
Aluminium can generally be cleaned using acidic, neutral or alkaline cleaning agents. For light to moderate soiling, neutral or mildly alkaline solutions are the preferred choice.
If these methods do not produce the desired result, acidic or stronger alkaline agents may also be used. However, when using alkaline cleaners based on caustic soda, the addition of suitable inhibitors is essential to prevent surface corrosion of the aluminium. Silicates perform a protective function here by adsorbing onto the metal surface during the cleaning process and shielding the material from attack.
Silicate-containing cleaners also have a high dirt-carrying capacity and enable very clean surfaces. However, their bath management requires increased attention, as otherwise silicic acid precipitation may occur.
Stainless steel and steel materials
Stainless steel can generally be cleaned without difficulty using acidic, neutral and alkaline cleaning agents.
For unalloyed or low-alloy steels, the choice is more limited: acidic cleaners are unsuitable as they attack the base material and cause corrosion. Even neutral cleaning agents can lead to rust formation in the presence of oxygen.
For these materials, it is therefore preferable to use mildly alkaline cleaners, ideally supplemented with suitable anti-corrosion additives.
For stubborn oil and grease contamination, strongly alkaline cleaners can also be used, as iron is resistant to alkali hydroxides.
For temporary preservation, it is recommended to add a water-soluble corrosion inhibitor during the final rinse stage, which creates a thin protective film after drying. The duration of protection ranges – depending on storage conditions – from a few weeks to several months.
Non-ferrous metals and zinc
Due to the wide variety of alloys, particularly in the case of brass, there are no universally applicable cleaning methods. However, neutral cleaners are considered the standard solution that is compatible with the material.
Zinc exhibits high stability in alkaline solutions up to approximately pH 12.5. However, caution is advised with die-cast zinc, as the aluminium in the alloy is attacked under alkaline conditions.
Brass is damaged in the long term by alkaline media, as zinc is leached out of the alloy and copper remains as a spongy structure.
Copper is stable against many media due to its chemical properties: caustic soda hardly attacks copper, and sulphuric, hydrochloric, phosphoric and organic acids do not cause damage at room temperature, provided no dissolved oxygen is present.
The selection of the cleaning process and chemicals therefore always depends on the following factors:
The nature and removability of the contamination
the range of materials to be cleaned,
options for minimising potential material damage.
As cleaning agents generally consist of several groups of active ingredients (e.g. surfactants, structuring agents, inhibitors, stabilisers), the correct choice of cleaning agent and process control are crucial. Preliminary tests are therefore recommended.
Both cold defoamers and special additives for spray cleaning are available as defoamers. Cold defoamers are highly effective even when heavily diluted, but can cause unsightly deposits on workpieces if they accumulate in the wash bath. It is therefore advisable, should foaming problems arise, to first increase the process temperature and, if necessary, use foam-suppressing surfactant additives.

We provide our customers with the best solution for their specific requirements. Trusted by:



















































Your contact:
Christine Schmidt
Ms. Schmidt will be happy to answer any questions you may have about cleaning chemicals.
